El recargue por soldadura sirve cuando el desgaste de un asiento supera el límite recuperable solo con el mandrinado: la superficie se reconstruye depositando material de aporte y luego se lleva a cota nominal con el mandrinado. Con una máquina Dual System ambas fases se realizan in situ, sin doble posicionamiento.
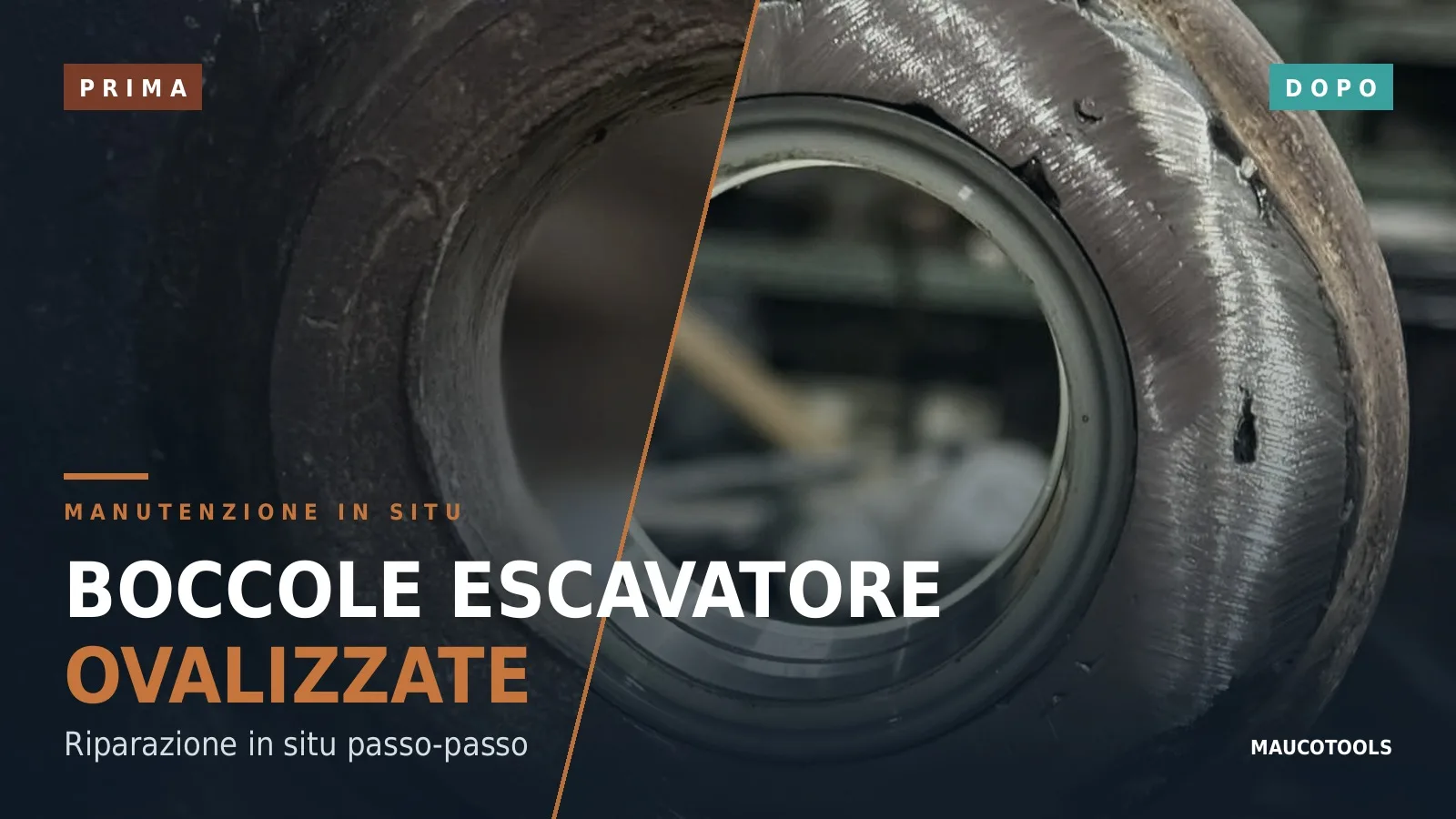
Es la situación clásica de quien hace mantenimiento en maquinaria de movimiento de tierra, turbinas hidroeléctricas o instalaciones de Oil & Gas: el asiento de un buje o de un rodamiento está ovalizado, rayado o fuera de tolerancia por unos milímetros, y seguir mandrinando solo significaría agrandar el problema. Llegados a ese punto, la elección está entre sustituir el componente, enviarlo al taller o reconstruirlo en el sitio.
Esta guía explica cómo reconocer cuándo el recargue es realmente necesario, cuándo en cambio es una pérdida de tiempo, y cómo se ejecuta la secuencia completa de recargue más mandrinado con una sola máquina portátil, directamente en la instalación. Para los fundamentos del proceso, la guía completa sobre el mandrinado mecánico es el punto de partida.
Qué es el recargue por soldadura en un asiento desgastado
El recargue por soldadura es la deposición controlada de material de aporte sobre la superficie de un asiento desgastado, con el fin de reconstruir el espesor perdido y devolver el agujero a una condición mecanizable. El material depositado se retira después con el mandrinado hasta la cota nominal, obteniendo una superficie nueva, cilíndrica y en tolerancia.
En campo se habla de asientos de bujes y bulones de excavadoras, asientos de rodamientos de turbinas y reductores, alojamientos de articulaciones y charnelas. Son superficies que trabajan bajo carga y en rotación u oscilación: cuando el juego crece más allá de lo permitido, la geometría del agujero se degrada rápido y con ella todo lo que gira dentro.
El punto decisivo es que el recargue no es una alternativa al mandrinado: es la fase que lo precede cuando el material a retirar ya no basta. Ambas operaciones forman una única secuencia, y la manera en que se encadenan —con una sola máquina o con dos posicionamientos separados— determina tiempos, precisión y costo de la intervención.
Cuándo el recargue hace falta de verdad y cuándo basta el mandrinado
La clave es cuánto material queda y cuánta geometría se ha perdido. En líneas generales, el recargue se vuelve necesario cuando:
el desgaste supera el límite recuperable solo con el mandrinado: seguir agrandando el agujero saldría del rango de los bujes sobredimensionados disponibles o adelgazaría demasiado la pared;
el asiento está ovalizado: mandrinar un asiento ovalado a un diámetro mayor retira material de forma desigual y puede dejar zonas sin limpiar;
la superficie está rayada o picada en profundidad: surcos por gripado o rotación del buje en el asiento que una pasada de limpieza no elimina;
el agujero debe volver al diámetro nominal porque el repuesto es estándar y no existen (o no se quieren gestionar) versiones sobredimensionadas.
Por el contrario, el recargue no hace falta cuando el desgaste es superficial y uniforme: en ese caso basta una pasada de mandrinado a un ligero sobredimensionado y un buje correspondiente. Reconstruir con soldadura un asiento que se recupera solo con el mandrinado significa sumar horas de trabajo, aporte térmico y riesgos metalúrgicos sin ningún beneficio. Primero se mide —comparador, micrómetro de interiores, medición de la ovalización en varios planos— y luego se decide.
Una referencia concreta: en el cazo de un Caterpillar 307.5 la intervención combinó mandrinado y recargue en los bulones, devolviendo las tolerancias a H7 con una LBM250 directamente en taller móvil. Es el caso típico en que la medición inicial indicó que el mandrinado solo no habría bastado.
Los errores más comunes de quien reconstruye un asiento
Los fracasos en el recargue por soldadura rara vez dependen de la soldadura en sí: casi siempre nacen antes o después del depósito.
Saltarse la preparación de la superficie. Depositar sobre un asiento engrasado, oxidado o acritado produce inclusiones y falta de adherencia. El asiento se debe limpiar y, si es necesario, prelaborar con una pasada de mandrinado para exponer metal sano.
No identificar el material base. Aceros bonificados, fundiciones y recargues anteriores exigen enfoques distintos. Hilo, gas y parámetros se eligen según las especificaciones del material base y del material de aporte, no se copian del último trabajo.
Depositar demasiado material. Cada milímetro en exceso es tiempo de soldadura y luego tiempo de retirada. El objetivo es un sobremetal uniforme y suficiente, no un asiento "abundante".
Perder el eje entre recargue y mandrinado. Es el error más costoso: si la máquina de soldadura y la de mandrinado se posicionan por separado, cada desmontaje introduce un realineamiento, con el riesgo de un agujero final descentrado respecto al coaxial opuesto.
Descuidar las deformaciones térmicas. El calor del depósito mueve la pieza. Medir solo en frío, antes y después, evita mandrinar una cota que entretanto ha cambiado.
El último punto merece un análisis más detallado, porque es ahí donde la elección de la máquina marca la diferencia.
La secuencia operativa: recargue y mandrinado con la misma máquina
Con una mandrinadora Dual System el recargue y el mandrinado se ejecutan con la misma máquina, sobre la misma barra, con el mismo alineamiento. La antorcha de soldadura montada en la barra deposita el material con movimiento helicoidal controlado; terminado el recargue, se pasa a la herramienta de mandrinado sin retirar la máquina de la pieza. El doble posicionamiento —y el error de realineamiento que arrastra— desaparece de la secuencia.
El procedimiento tipo en un asiento desgastado es este:
Medición y diagnóstico. Medición del diámetro en varios planos y a varias alturas para cuantificar desgaste y ovalización, verificación del estado de la superficie y decisión: solo mandrinado o recargue más mandrinado.
Montaje y centrado de la mandrinadora. La máquina se fija a la pieza y la barra se alinea con el eje teórico del agujero (o con el eje de los agujeros coaxiales aún buenos). En los casos documentados con Dual System el montaje llega a unos 14 minutos.
Pasada de preparación. Un ligero mandrinado de limpieza expone metal sano y regulariza la superficie que recibirá el depósito.
Recargue por soldadura. Depósito en espiral del material de aporte, con parámetros —corriente, hilo, gas de protección— definidos según las especificaciones del material base y del consumible. Se deposita un sobremetal uniforme, suficiente para cubrir la cota final.
Enfriamiento controlado y verificación. Se deja estabilizar térmicamente la pieza y se controla visualmente el depósito.
Mandrinado a cota nominal. Pasadas de desbaste y acabado hasta el diámetro final. Como el eje nunca ha cambiado, el agujero terminado queda coaxial y en tolerancia: en los casos documentados Dual System se llega hasta H7.
Control final y montaje. Medición del diámetro terminado, verificación de cilindricidad y rugosidad, montaje de buje o rodamiento.
Para intervenciones en maquinaria de movimiento de tierra de grandes dimensiones, articulaciones pesadas y Oil & Gas, la máquina de referencia es la LBM400 DUAL SYSTEM: mandrinado de Ø42 a 400 mm, recargue interior de 32 a 250 mm y exterior de 22 a 250 mm, taladrado y roscado de 10 a 45 mm sobre la misma barra de 40 mm, con motorización eléctrica de 1.8 kW o hidráulica de 5.5 kW y kits opcionales para refrentado, torneado y roscado.
La misma lógica escala hacia abajo y hacia arriba: para agujeros más pequeños la LBM250 cubre un rango de acción de Ø22 a 250 mm con módulos de unos 17 kg, manejables por un solo operario. Y cuando lo que está en juego crece, los números hablan por sí solos: en la reconstrucción del asiento de rodamiento Ø510 de una turbina Francis de 12 MW, la secuencia de recargue más mandrinado ejecutada in situ con una LBM600 devolvió la instalación a la red en 2 días frente a las cerca de 3 semanas del método tradicional, con un ahorro estimado de unos 45.000 €.
Materiales y preparación: qué definir antes de encender el arco
El recargue es a todos los efectos una soldadura, y hay que tratarlo como tal. Antes del depósito hay que definir algunos puntos, de acuerdo con las especificaciones del material y del hilo:
Identificación del material base: tipo de acero, eventual tratamiento térmico, presencia de recargues anteriores. De aquí derivan la elección del material de aporte y la eventual necesidad de precalentamiento.
Elección del consumible: hilo y gas de protección compatibles con el material base y con la posterior mecanización con herramienta, según las indicaciones del fabricante del consumible.
Limpieza y acceso: asiento desengrasado, seco, libre de óxidos y pinturas; zona de trabajo protegida del viento y la humedad si se opera al aire libre.
Gestión térmica: eventual precalentamiento, control de la temperatura entre pasadas y enfriamiento lento, siempre según las especificaciones del material.
No existen parámetros universales: amperajes, velocidades de depósito y caudales de gas correctos dependen del material, del diámetro y del consumible elegido. Lo que no cambia es el método: identificar, preparar, depositar de forma uniforme, dejar estabilizar y luego mandrinar. Un panorama más amplio de cómo las mandrinadoras portátiles Dual System se integran en el trabajo diario de talleres móviles y personal de mantenimiento está en este análisis dedicado.
FAQ sobre el recargue por soldadura
¿Cuándo conviene el recargue frente al buje sobredimensionado?
Cuando el agujero debe volver al diámetro nominal, cuando la ovalización o las rayas son demasiado profundas para un simple mandrinado al sobredimensionado, o cuando gestionar repuestos fuera de estándar no es viable. Si en cambio el desgaste es leve y uniforme, el buje sobredimensionado sigue siendo la vía más rápida y económica.
¿Se puede hacer el recargue por soldadura directamente en la instalación?
Sí: es exactamente el propósito de las mandrinadoras portátiles Dual System. La máquina se monta sobre el componente —brazo de excavadora, carcasa de turbina, estructura de Oil & Gas— y ejecuta recargue y mandrinado in situ, sin desmontar ni transportar la pieza al taller.
¿Qué tolerancias se obtienen después del recargue y el mandrinado?
Con la secuencia ejecutada sin reposicionamiento, en los casos documentados con máquinas Dual System se alcanzan tolerancias de hasta H7 en el diámetro terminado: en el caso del cazo Caterpillar 307.5 los asientos de los bulones se devolvieron a H7 con una LBM250.
¿Cuánto material hay que depositar?
El mínimo necesario para cubrir la cota final con un sobremetal uniforme en toda la circunferencia. El valor exacto depende de la magnitud del desgaste medido: los depósitos abundantes alargan tanto la soldadura como la retirada posterior, sin mejorar el resultado.
¿Hace falta un soldador certificado para el recargue?
El depósito con máquina Dual System es mecanizado: el movimiento helicoidal lo gestiona la máquina, reduciendo la dependencia de la habilidad manual. Siguen siendo indispensables la competencia en la elección de materiales y parámetros según las especificaciones aplicables y el cumplimiento de los procedimientos de soldadura previstos por el contexto de la instalación.
En síntesis: el recargue por soldadura entra en juego cuando la medición dice que el mandrinado solo ya no basta —ovalización marcada, rayas profundas, cota nominal por restablecer—. Ejecutado en secuencia con el mandrinado en la misma máquina, elimina el doble posicionamiento y devuelve un asiento coaxial y en tolerancia sin parar la instalación durante semanas.
Para estimar cuánto vale esta diferencia en la propia instalación —horas de parada, transportes, mecanizados externos— está disponible el calculadora ROI Maucotools, con los datos del propio escenario de mantenimiento.
Las operaciones de recargue conllevan los riesgos propios de la soldadura: operar siempre respetando las normas de seguridad vigentes, los EPI previstos y las instrucciones del fabricante.