Le rechargement par soudure s'impose lorsque l'usure d'une portée dépasse la limite récupérable par le seul alésage : la surface est reconstruite en déposant du métal d'apport, puis ramenée à la cote nominale par l'alésage en ligne. Avec une machine Dual System, les deux phases se déroulent in situ, sans double positionnement.
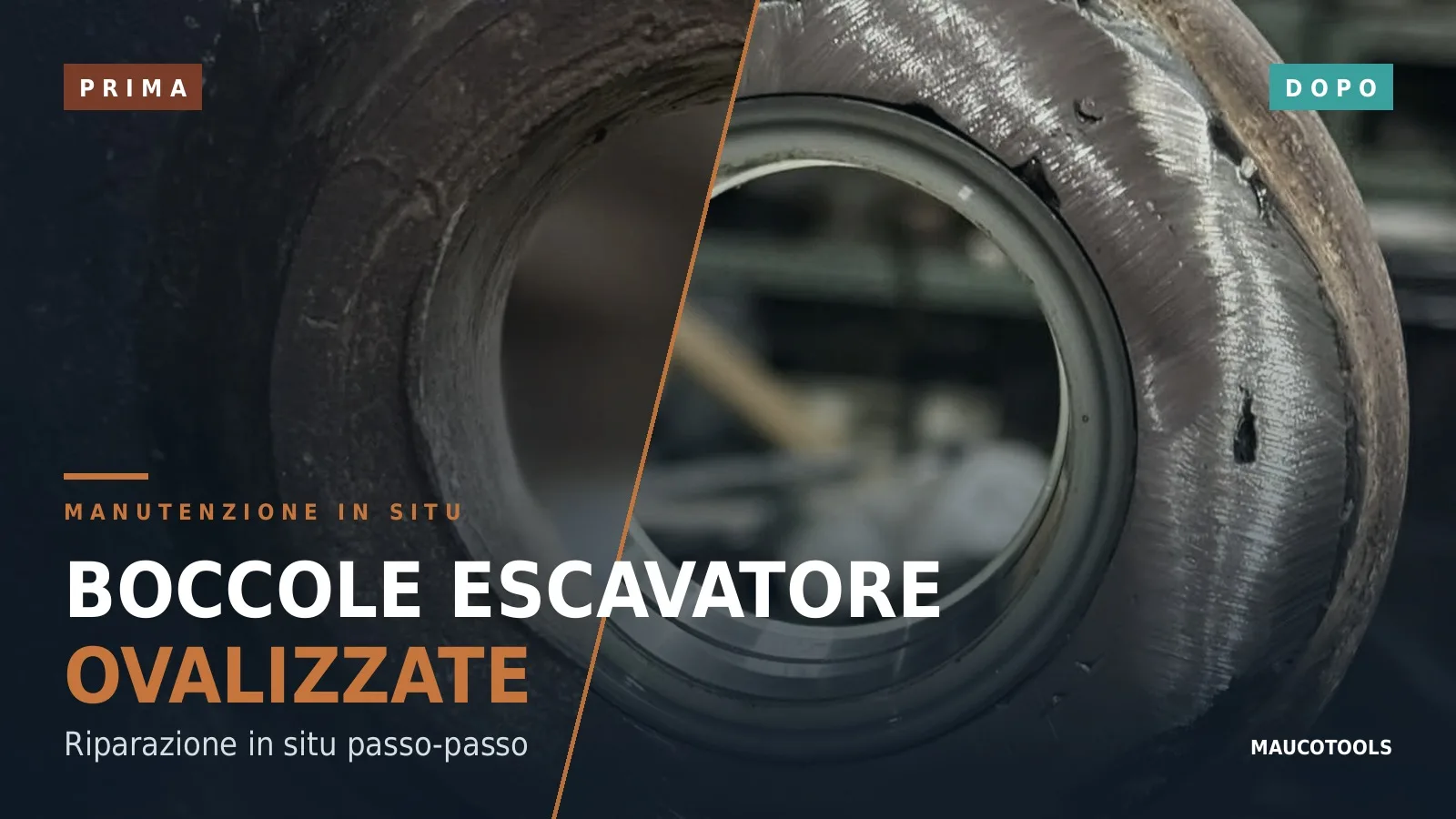
C'est la situation classique de qui entretient des engins de terrassement, des turbines hydroélectriques ou des installations Oil & Gas : le logement d'une bague ou d'un roulement est ovalisé, rayé ou hors tolérance de quelques millimètres, et aléser encore ne ferait qu'aggraver le problème. À ce stade, le choix se joue entre remplacer le composant, l'expédier en atelier ou le reconstruire sur place.
Ce guide explique comment reconnaître quand le rechargement est réellement nécessaire, quand il constitue au contraire une perte de temps, et comment exécuter la séquence complète rechargement plus alésage en ligne avec une seule machine portable, directement sur l'installation.
Qu'est-ce que le rechargement par soudure sur une portée usée
Le rechargement par soudure est le dépôt contrôlé de métal d'apport sur la surface d'une portée usée, dans le but de reconstituer l'épaisseur perdue et de ramener l'alésage à un état usinable. Le métal déposé est ensuite enlevé par l'alésage en ligne jusqu'à la cote nominale, ce qui donne une surface neuve, cylindrique et en tolérance.
Sur le terrain, on parle de logements de bagues et d'axes d'excavatrices, de portées de roulement de turbines et de réducteurs, de logements d'articulations et de charnières. Ce sont des surfaces qui travaillent sous charge et en rotation ou oscillation : quand le jeu croît au-delà de l'admissible, la géométrie de l'alésage se dégrade vite, et avec elle tout ce qui tourne à l'intérieur.
Le point décisif est que le rechargement n'est pas une alternative à l'alésage en ligne : c'est la phase qui le précède lorsque le métal à enlever ne suffit plus. Les deux opérations forment une seule séquence, et la façon dont elles s'enchaînent — avec une seule machine ou avec deux positionnements distincts — détermine les délais, la précision et les coûts de l'intervention. Pour les fondamentaux de l'opération, le guide complet de l'alésage en ligne constitue le point de départ.
Quand le rechargement s'impose vraiment, et quand l'alésage suffit
Le critère est la quantité de métal restant et l'ampleur de la géométrie perdue. En règle générale, le rechargement devient nécessaire quand :
l'usure dépasse la limite récupérable par le seul alésage : élargir encore l'alésage sortirait de la plage des bagues majorées disponibles ou amincirait trop la paroi ;
la portée est ovalisée : aléser à la cote une portée ovale à un diamètre supérieur enlève du métal de façon inégale et peut laisser des zones non reprises ;
la surface est rayée ou piquée en profondeur : sillons de grippage ou de rotation de la bague dans son logement qu'une passe de nettoyage n'élimine pas ;
l'alésage doit être ramené au diamètre nominal parce que la pièce de rechange est standard et qu'il n'existe pas (ou qu'on ne veut pas gérer) de versions majorées.
À l'inverse, le rechargement n'est pas nécessaire quand l'usure est superficielle et uniforme : dans ce cas, une passe d'alésage en ligne à un léger majoré et une bague correspondante suffisent. Reconstruire par soudure une portée qui se récupère par le seul alésage revient à ajouter des heures de travail, de l'apport thermique et des risques métallurgiques sans aucun bénéfice. On mesure d'abord — comparateur, micromètre d'intérieur, relevé de l'ovalisation sur plusieurs plans — puis on décide.
Une référence concrète : sur le godet d'un Caterpillar 307.5, l'intervention a combiné alésage en ligne et rechargement sur les axes, ramenant les tolérances à H7 avec une LBM250 directement en atelier mobile. C'est le cas typique où la mesure initiale a indiqué que le seul alésage n'aurait pas suffi.
Les erreurs les plus courantes de qui reconstruit une portée
Les échecs du rechargement par soudure dépendent rarement de la soudure elle-même : ils naissent presque toujours avant ou après le dépôt.
Sauter la préparation de la surface. Déposer sur une portée grasse, oxydée ou écrouie produit des inclusions et un défaut d'adhérence. La portée doit être nettoyée et, si nécessaire, pré-usinée par une passe d'alésage en ligne pour exposer du métal sain.
Ne pas identifier le métal de base. Aciers de traitement, pièces moulées et rechargements antérieurs exigent des approches différentes. Fil, gaz et paramètres doivent être choisis selon les spécifications du métal de base et du métal d'apport, non recopiés du dernier travail.
Déposer trop de métal. Chaque millimètre en excès est du temps de soudure puis du temps d'enlèvement. L'objectif est une surépaisseur uniforme et suffisante, non une portée « généreuse ».
Perdre l'axe entre le rechargement et l'alésage. C'est l'erreur la plus coûteuse : si la machine de soudure et celle d'alésage se positionnent séparément, chaque démontage introduit un réalignement, avec le risque d'un alésage fini désaxé par rapport à l'alésage coaxial opposé.
Négliger les déformations thermiques. La chaleur du dépôt déplace la pièce. Mesurer seulement à froid, avant et après, évite d'aléser à la cote une valeur qui a entre-temps changé.
Le dernier point mérite d'être approfondi, car c'est là que le choix de la machine fait la différence.
La séquence opératoire : rechargement et alésage avec la même machine
Avec une aléseuse Dual System, le rechargement et l'alésage en ligne s'exécutent avec la même machine, sur la même barre, avec le même alignement. La torche de soudure montée sur la barre dépose le métal selon un mouvement hélicoïdal contrôlé ; le rechargement terminé, on passe à l'outil d'alésage sans retirer la machine de la pièce. Le double positionnement — et l'erreur de réalignement qu'il entraîne — disparaît de la séquence.
La procédure type sur une portée usée est la suivante :
Mesure et diagnostic. Relevé du diamètre sur plusieurs plans et à plusieurs hauteurs pour quantifier usure et ovalisation, vérification de l'état de la surface et décision : seul alésage ou rechargement plus alésage.
Montage et centrage de l'aléseuse. La machine se fixe à la pièce et la barre s'aligne sur l'axe théorique de l'alésage (ou sur l'axe des alésages coaxiaux encore bons). Dans les cas documentés avec Dual System, la mise en place descend à environ 14 minutes.
Passe de préparation. Un léger alésage de nettoyage expose du métal sain et régularise la surface qui recevra le dépôt.
Rechargement par soudure. Dépôt en spirale du métal d'apport, avec des paramètres — courant, fil, gaz de protection — définis selon les spécifications du métal de base et du consommable. On dépose une surépaisseur uniforme, suffisante pour couvrir la cote finale.
Refroidissement contrôlé et vérification. On laisse la pièce se stabiliser thermiquement et on contrôle visuellement le dépôt.
Alésage à la cote nominale. Passes d'ébauche et de finition jusqu'au diamètre final. L'axe n'ayant jamais changé, l'alésage fini est coaxial et en tolérance : dans les cas documentés Dual System, on atteint jusqu'à H7.
Contrôle final et montage. Mesure du diamètre fini, vérification de la cylindricité et de la rugosité, montage de la bague ou du roulement.
Pour les interventions sur engins de terrassement de grandes dimensions, articulations lourdes et Oil & Gas, la machine de référence est la LBM400 DUAL SYSTEM : alésage de Ø42 à 400 mm, rechargement intérieur de 32 à 250 mm et extérieur de 22 à 250 mm, perçage et taraudage de 10 à 45 mm sur la même barre de 40 mm, avec motorisation électrique de 1.8 kW ou hydraulique de 5.5 kW et kits en option pour surfaçage, tournage et filetage.
La même logique se décline vers le bas et vers le haut : pour les alésages plus petits, la LBM250 couvre une plage d'action de Ø22 à 250 mm avec des modules d'environ 17 kg, manipulables par un seul opérateur. Et quand l'enjeu grandit, les chiffres parlent d'eux-mêmes : dans la reconstruction de la portée de roulement Ø510 d'une turbine Francis de 12 MW, la séquence rechargement plus alésage exécutée in situ avec une LBM600 a remis l'installation sur le réseau en 2 jours contre les quelque 3 semaines de la méthode traditionnelle, avec une économie estimée à environ 45 000 €.
Matériaux et préparation : ce qu'il faut définir avant d'amorcer l'arc
Le rechargement est à tous égards une soudure, et doit être traité comme telle. Avant le dépôt, quelques points doivent être définis, en accord avec les spécifications du matériau et du fil :
Identification du métal de base : type d'acier, éventuel traitement thermique, présence de rechargements antérieurs. De là découlent le choix du métal d'apport et l'éventuelle nécessité d'un préchauffage.
Choix du consommable : fil et gaz de protection compatibles avec le métal de base et avec l'usinage à l'outil qui suit, selon les indications du fabricant du consommable.
Nettoyage et accès : portée dégraissée, sèche, exempte d'oxydes et de peintures ; zone de travail protégée du vent et de l'humidité si l'on opère à l'air libre.
Gestion thermique : préchauffage éventuel, contrôle de la température entre les passes et refroidissement lent, toujours selon les spécifications du matériau.
Il n'existe pas de paramètres universels : les ampérages, vitesses de dépôt et débits de gaz corrects dépendent du matériau, du diamètre et du consommable choisi. Ce qui ne change pas, c'est la méthode : identifier, préparer, déposer de façon uniforme, laisser stabiliser, puis aléser à la cote. Un tableau plus large sur la manière dont les aléseuses portables Dual System s'intègrent au travail quotidien des ateliers mobiles et des services de maintenance figure dans cet article dédié.
FAQ sur le rechargement par soudure
Quand le rechargement est-il préférable à la bague majorée ?
Quand l'alésage doit revenir au diamètre nominal, quand l'ovalisation ou les rayures sont trop profondes pour un simple alésage au majoré, ou quand gérer des pièces de rechange hors standard n'est pas praticable. Si en revanche l'usure est légère et uniforme, la bague majorée reste la voie la plus rapide et la plus économique.
Peut-on effectuer le rechargement par soudure directement sur l'installation ?
Oui : c'est exactement l'objet des aléseuses portables Dual System. La machine se monte sur le composant — bras d'excavatrice, carcasse de turbine, structure Oil & Gas — et exécute rechargement et alésage in situ, sans démonter ni transporter la pièce en atelier.
Quelles tolérances obtient-on après rechargement et alésage ?
Avec la séquence exécutée sans repositionnement, les cas documentés avec des machines Dual System atteignent des tolérances jusqu'à H7 sur le diamètre fini : dans le cas du godet Caterpillar 307.5, les logements des axes ont été ramenés en H7 avec une LBM250.
Combien de métal faut-il déposer ?
Le minimum nécessaire pour couvrir la cote finale avec une surépaisseur uniforme sur toute la circonférence. La valeur exacte dépend de l'ampleur de l'usure mesurée : des dépôts généreux allongent à la fois la soudure et l'enlèvement qui suit, sans améliorer le résultat.
Faut-il un soudeur certifié pour le rechargement ?
Le dépôt avec machine Dual System est mécanisé : le mouvement hélicoïdal est géré par la machine, ce qui réduit la dépendance à la dextérité manuelle. Restent indispensables la compétence dans le choix des matériaux et des paramètres selon les spécifications applicables et le respect des procédures de soudure prévues par le contexte de l'installation.
En résumé : le rechargement par soudure entre en jeu quand la mesure indique que le seul alésage ne suffit plus — ovalisation marquée, rayures profondes, cote nominale à rétablir. Exécuté en séquence avec l'alésage en ligne sur la même machine, il élimine le double positionnement et restitue une portée coaxiale et en tolérance sans immobiliser l'installation pendant des semaines.
Pour estimer ce que vaut cette différence sur votre propre installation — heures d'arrêt, transports, usinages externes — le calculateur ROI Maucotools est disponible, avec les données de votre scénario de maintenance.
Les opérations de rechargement comportent les risques propres à la soudure : opérez toujours dans le respect des normes de sécurité en vigueur, des EPI prévus et des instructions du constructeur.